Tutustut Walter A. Shewhartin kehittämään SPC-menetelmään, jolla haetaan poikkeamia tuotantoprosessissa. Shewhartin työ loi pohjan muille laadunhallinnan menetelmille.
Kesto: 30 min
Tehtävä: Osaat listata keskeiset vaiheet laadunhallinnan menetelmien historiasta.
Toinen merkittävä laadunhallinnan kehitysaskel oli Walter A. Shewhartin kehittämä laadunvalvonnan tilastollinen prosessi, joka perustui todennäköisyyslaskennan soveltamiseen laadunhallinnassa. Walter A. Shewhartin kehittämän tilastollisen prosessinohjauksen (Statistical Process Control, SPC) menetelmän avulla yritykset voivat valvoa ja ohjata tuotantoprosessejaan tilastollisten menetelmien avulla.
Shewhart kehitti SPC-menetelmän 1920-luvulla työskennellessään Bell Laboratoriesissa. Hänen tavoitteenaan oli kehittää menetelmä, joka auttaisi yrityksiä seuraamaan ja hallitsemaan tuotantoprosessejaan tarkasti, jotta virheiden määrä voitaisiin minimoida ja laatu voitaisiin varmistaa. SPC-menetelmä perustuu tilastollisiin periaatteisiin ja käsitteisiin. Shewhartin keskeinen innovaatio oli hänen kehittämänsä “ohjauskaaviot” (control charts) (Kuvio 1). Ohjauskaaviot ovat graafisia esityksiä prosessin suorituskyvystä ajan kuluessa. Ne perustuvat tilastolliseen analyysiin ja osoittavat, milloin prosessi on kontrollissa ja milloin siinä on poikkeamia.
Shewhartin työ ja hänen kehittämänsä SPC-menetelmä ovat olleet merkittävässä roolissa laadunvalvonnassa ja laadunhallinnassa teollisuudessa. Hänen työnsä loi perustan myöhemmille laadunhallinnan menetelmille, kuten Six Sigma, ja vaikutti laajasti laadunvalvonnan käytäntöihin eri teollisuudenaloilla.
Tässä on yksinkertainen esimerkki Shewhartin kehittämästä ohjauskaaviosta:
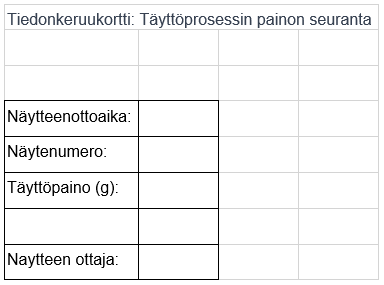
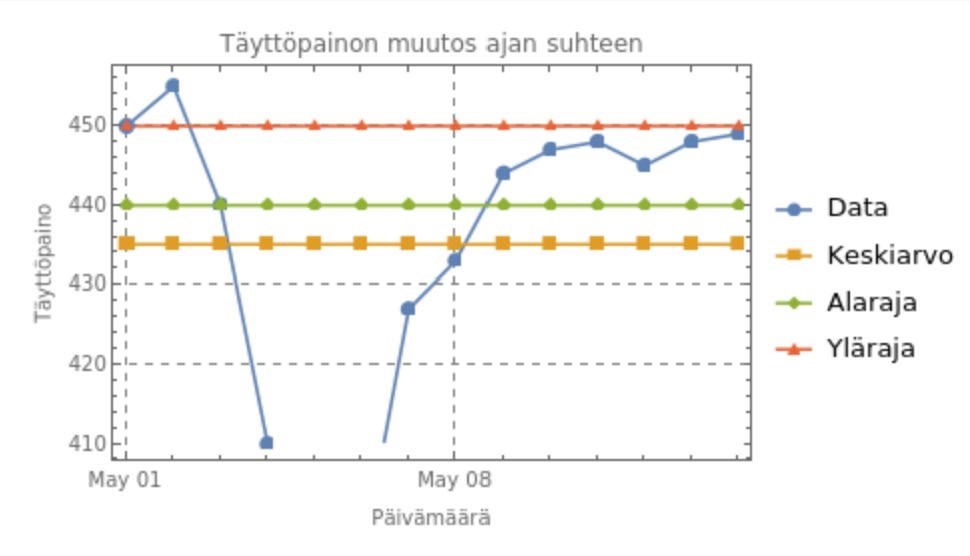
Oletetaan, että sinulla on valmistusprosessi, jossa valmistat pullotettua juomaa. Haluat seurata täyttöprosessin painoa varmistaaksesi, että jokainen pullo sisältää oikean määrän juomaa. Ensinnäkin, keräät joukon näytteitä täyttöprosessista tietyin aikavälein, esimerkiksi kuvion 2. mukaisella tiedonkeruukortilla. Jokaiselle näytteelle mittaat täyttöpainon ja tallennat sen.S en jälkeen voit luoda ohjauskaavion täyttöpainon seurantaa varten. Ohjauskaaviossa on x-akselilla aika ja y-akselilla täyttöpainon arvot. Keskiviiva, joka on usein nimeltään keskiviiva, osoittaa prosessin keskiarvon täyttöpainon. Lisäksi kaaviossa on ylä- ja alaraja, jotka määritellään tilastollisesti. Kun saat uuden näytteen täyttöpainosta, merkitset sen ohjauskaavioon vastaavaan aikaan ja täyttöpainon arvoon. Jos täyttöpaino on normaaliarvon sisällä, se merkitään normaalialueelle ohjauskaaviossa. Jos täyttöpaino poikkeaa normaalista, se merkitään poikkeama-alueelle. Tarkkailemalla ohjauskaaviota voit havaita, jos täyttöprosessissa tapahtuu poikkeamia. Jos jatkuvasti havaitset poikkeamia, se voi viitata prosessissa tapahtuviin ongelmiin, kuten kalibrointivirheisiin tai laitteiden vioittumiseen. Tällöin voit ryhtyä tarvittaviin korjaaviin toimenpiteisiin varmistaaksesi prosessin laadun. Ohjauskaaviot tarjoavat visuaalisen tavan seurata prosessien suorituskykyä ajan kuluessa ja havaita mahdolliset poikkeamat tai trendit. Ne auttavat yrityksiä ylläpitämään laadunvalvontaa ja varmistamaan, että prosessit toimivat tarkoitetulla tavalla.