Raimo Ruoppa, DI, erityisasiantuntija, Teollisuus ja luonnonvarat, Arctic Steel and Mining (ASM), Lapin ammattikorkeakoulu
Vili Kesti, DI, Specialist, Forming technology, Knowledge Service Center, SSAB Europe Oy
Ultralujat teräkset
Ultralujilla rakenne- ja kulutusteräksillä tarkoitetaan yleisesti teräslaatuja, joiden myötölujuus on yli 550 N/mm2 ja murtolujuus yli 700 N/mm2 ts. niiden lujuus on vähintään n. 1,5 – 2,5 kertaa suurempi kuin ns. tavallisten rakenneterästen. Lujat teräkset soveltuvat pitkälti työstettäviksi konepajoissa, mutta suuremman lujuuden ja alhaisemman sitkeyden vuoksi niiden työstäminen on haastavampaa ja vaatii annettujen ohjeiden noudattamista tarkasti. Ultralujien terästen käyttö rakenteissa ja muissa sovelluksissa antaa kuitenkin etuja verrattuna tavalliseen rakenneteräkseen. Niiden avulla rakenteita voidaan keventää, mikä vaikuttaa laitteiden suorituskykyyn ja vähentää kustannuksia sekä pidentää laitteiden käyttöikää. Ne soveltuvatkin erinomaisesti esimerkiksi painokriittisten sovellusten valmistusmateriaaleiksi. Rakenteiden keventäminen tarkoittaa myös sitä, että teräksen menekki ja sitä kautta myös valmistusmäärä on pienempi, jolloin saavutetaan esim. pienemmät hiilidioksidipäästöt valmistuksen aikana. Ultralujien rakenneterästen tyypillisiä sovelluskohteita ovat mm. nostureiden puomit ja runkorakenteet, kuorma-autojen ja niiden lavojen rungot ja pankot ja autojen turvakehikon osat (kuva 1).

Kuva 1. Ultralujien rakenneterästen tyypillisiä sovelluskohteita
Kulutusterästen tyypillisiä käyttökohteita ovat mm. maansiirtokoneiden kauhat ja huulilevyt, kaivoskoneet, betoniautojen ja -asemien kulutusosat, maatalous- ja puunkäsittelykoneet, lavarakenteet sekä syöttimet, suppilot ja erilaisten murskaimien terät. Kuvassa 2 on esitelty ultralujien kulutusterästen tyypillisiä sovelluskohteita.

Kuva 2. Ultralujien kulutusterästen tyypillisiä sovelluskohteita
Perustellusti voidaan sanoa, että ultralujien terästen käyttö konepajateollisuudessa edistää luonnonvarojen älykästä käyttöä sekä luonnonvarojen ja olosuhteiden hyödyntämistä kestävällä ja tehokkaalla tavalla. Alla olevassa esimerkissä havainnollistetaan, miten erikoislujaan teräkseen siirtyminen pienentää hiilidioksidipäästöjä ajoneuvojen elinkaarinäkökulmasta.
Otetaan esimerkiksi kuvassa 3 esitetty tapaus, jossa ajoneuvojen valmistukseen käytetty 1,3 miljoonaa tonnia tavallista terästä korvataan miljoonalla tonnilla ultralujaa terästä.
- Kun siirrytään käyttämään ultralujaa terästä, terästä käytetään vähemmän, mutta sovelluksen suorituskyky säilyy muuttumattomana. Näin terässovelluksen paino pienenee ja teräksen valmistustarve vähenee. Lisäksi resursseja tarvitaan vähemmän.
- Peräti 90 % ympäristövaikutuksen pienenemisestä voidaan yhdistää käyttövaiheen pienentyneeseen polttoaineenkulutukseen, joka johtuu kevyemmistä ajoneuvoista.
- Elinkaarinäkökulmasta tarkasteltuna tapaus osoittaa, että ultralujia teräksiä käyttämällä voidaan saavuttaa suuret säästöt.
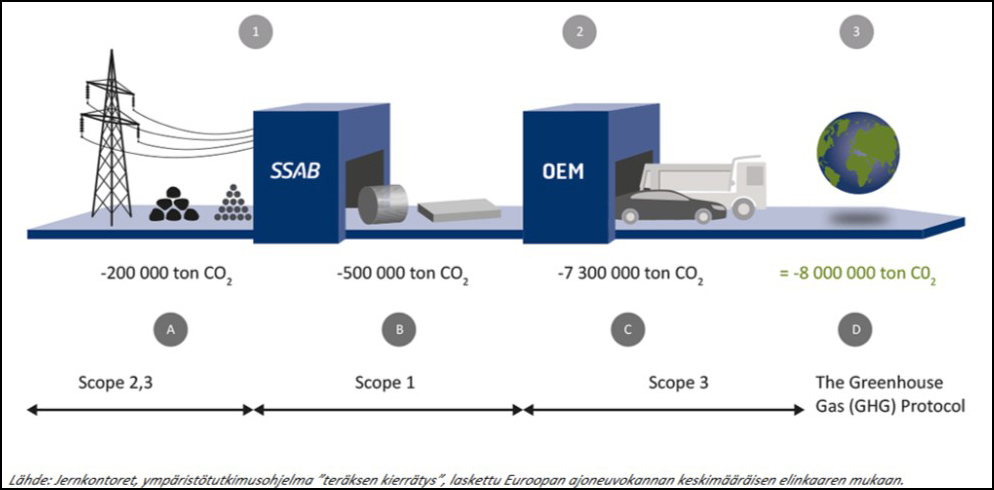
Kuva 3. Esimerkki hiilidioksidipäästöjen vähenemisestä ultralujien terästen käytön ansiosta
- Kun teräksentuotannon tarve vähenee 300 000 tonnilla, alkupään toimittajien hiilidioksidipäästöt vähenevät 200 000 tonnilla, koska tarvittavan energian ja raaka-aineiden määrä vähenee.
- Kun terästä tuotetaan 300 000 tonnia vähemmän, aiheuttaa SSAB:n terästuotanto 500 000 tonnia vähemmän hiilidioksidipäästöjä.
- Jos Euroopan nykyinen ajoneuvokanta päivitettäisiin, hiilidioksidipäästöt pienenevät 7,3 miljoonalla tonnilla.
- Tässä kuvitteellisessa tapauksessa hiilidioksidipäästöt vähenevät kokonaisuudessaan noin 8 miljoonalla tonnilla.
Särmättävyyden tutkiminen
Ultralujien terästen särmättävyyden tutkimus aloitettiin Kemi-Tornion ammattikorkeakoululla Materiaalien käytettävyyden tutkimusryhmän TEKES-rahoitteisessa KuURaK-projektissa (tutkimus Kuumavalssattujen Ultralujien Rakenne- ja Kulutusterästen käytettävyydestä), joka toteutettiin v. 2009–2012. Sittemmin työtä on jatkettu Lapin ammattikorkeakoulun Arctic Steel and Mining (ASM) tutkimusryhmässä eri projekteissa sekä suorana palvelutoimintana. Tutkimuskumppanina projekteissa sekä asiakkaana ja koemateriaalien toimittajana on ollut teräsyhtiö Ruukki Metals Oy, joka sittemmin on muuttunut SSAB Europe Oy:ksi.
Ultralujien terästen sovelluskohteissa komponenttien valmistus vaatii lähes poikkeuksetta särmäämistä, joka onkin yleisimmin käytetty muovausmenetelmä. Ultralujille teräksille se on usein myös paras tai jopa ainoa menetelmä muovaukseen, etenkin suurempien paksuuksien ollessa kyseessä. Moderneissa lujista teräksistä valmistettavissa rakenteissa (esim. uuden sukupolven puomi- ja lavarakenteet) särmäämistä käytetään enenevissä määrin hyödyksi ja sillä korvataan esim. hitsausta. Tällöin saavutetaan usein huomattavasti parempi rakenteenväsymiskestävyys ja samalla myös osien tuotantokustannukset pienenevät.
Terästen lujuuden kasvaessa niiden taivutus tulee kuitenkin haasteellisemmaksi ja on tärkeää hankkia tietoa niiden särmättävyydestä ja siihen vaikuttavista tekijöistä. Kun lujia teräksiä käytettäessä on tavoitteena mahdollisimman tehokas ja ongelmaton konepajaprosessi, särmäysohjeistuksen ja sen noudattamisen merkitys korostuu. Tästä johtuen on tärkeää tutkia särmättävyyttä ns. täyden mittakaavan kokeilla, jotka suoritetaan oikeilla konepajasärmäimillä ja riittävän suurilla näytteillä. Tällöin pystytään antamaan asiakkaalle oikeanlaista käytännön ohjeistusta.
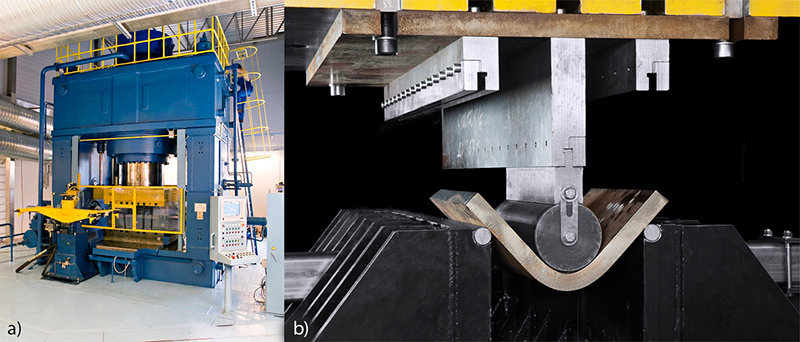
Särmäyksessä terälevy taivutetaan esim. hydraulisella puristimella taivuttamalla levy painimen avulla V-aukkoon, jolloin puhutaan ns. kolmipistetaivutuksesta. Kuvassa 4 nähdään särmäyskokeissa käytetty ammattiopisto Lappian Kemin tekniikan yksikön kone-ja metallipuolella sijaitseva särmäyspuristin. Kuvassa 5 on havainnollistettu särmäystapahtumaa kolmipistetaivutuksessa.

Kuva 4. Särmäyspuristin ammattiopisto Lappian tiloissa Kemissä
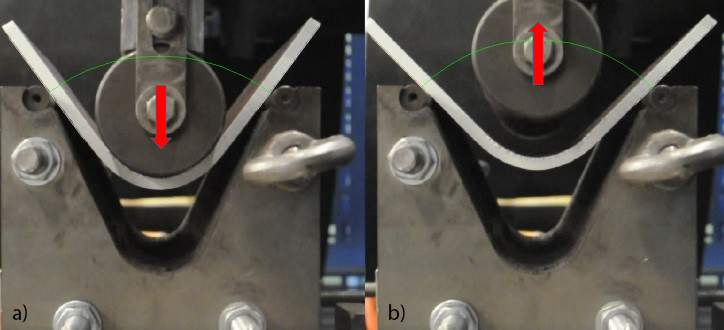
Kuva 5. Teräslevyn särmäys V-aukkoon: a) painin ala-asennossa, b) painin vapautettu. Takaisinjouston vuoksi kulma aukeaa painimen vapauduttua ala-asennosta
Kuvassa 5 nähdään havainnollisesti myös takaisinjouston esiintyminen, jota tapahtuu aina kolmipistetaivutuksessa levyn joustaessa eli kulman avautuessa sen jälkeen kun painin on noussut ylös ala-asennosta. Takaisinjousto johtuu siitä, että materiaalissa tapahtuu plastisen eli pysyvän muodonmuutoksen lisäksi ns. kimmoinen eli palautuva muodonmuutos. Särmättävyyttä tutkittaessa voidaan mitata takaisinjouston suuruus käyttäen esim. videokameraa. Menetelmässä videosta poimitaan kuvissa 5 a ja b nähtävä kuvapari ala-asennossa ja painimen vapauduttua ja mitataan kuvista kulmien välinen ero, mikä ilmaisee takaisinjouston suuruuden. Takaisinjousto on sitä suurempi mitä lujempaa teräs on ja sen suuruuden tunteminen on hyödyllistä konepajoille, jotka valmistavat niistä tuotteita.
Teräksen lujuuden kasvaessa sen muodonmuutoskyky usein heikkenee ja sitä kautta muovattavuus huononee ja tällöin on käytettävä suurempaa taivutussädettä. Kuvassa 5 nähdään painimena käytetty pyöreä akseli, jolla on tietty säde eli halkaisijan puolikas, mikä määrittää taivutettavan levyn taivutussäteen. Taivutussäteen pienentyessä materiaalin venyminen särmän ulkopinnalla on paikallisesti suurempi ja taipumus erilaisten vikojen syntymiselle kasvaa. Särmäyskokeissa pyritään usein määrittämään minimitaivutussäde, joka tarkoittaa pienintä sädettä, jolla levy voidaan taivuttaa ilman että siinä tapahtuu vaurioitumista. Pinnan arvioimiseen käytetään visuaalista tarkastelua, jossa särmän ulkopintaan syntyvien säröjen vakavuusastetta arvioidaan. Kuvassa 6 on havainnollistettu erilaisia särmäyksessä syntyneitä vikoja. Hyväksyttävälle särmän laadulle on annettu minimivaatimukset ja sen mukaan kokeen tuloksena saadaan joko hyväksytty tai hylätty särmä.

Kuva 6. a) Hyväksytty särmäys, b) ja c) liian pienellä taivutussäteellä särmättyyn teräkseen syntyneitä vaurioita
Määritettäessä minimitaivutussädettä tehdään riittävä määrä toistoja onnistuneella taivutussäteellä, jotta saadaan varmuus materiaalin kestämiselle. Tämän perusteella materiaalin valmistaja voi luvata ko. materiaalin särmäykselle minimitaivutussäteeksi esim. kolme kertaa levynpaksuus (Rmin = 3t).
Särmättyjä näytteitä voidaan tutkia myös sen jälkeen kun ne on taivutettu, jolloin saadaan syvällisempää tietoa särmäyksessä tapahtuvista metallurgisista ilmiöistä. Kuvassa 7 nähdään ASM tutkimusryhmän käytössä oleva GOM Aramis kuvauslaitteisto analysoimassa särmättyä levyä ja sen avulla muodostettu venymäjakaumakuva särmätyn levyn pinnasta. Ennen taivutusta levyn pintaan on merkattu laserilla ympyräverkkokuvio, jossa tapahtuneiden muutosten perusteella tietokoneohjelma laskee pinnan venymät ja muodostaa kuvassa 7 b nähtävän kuvan. Saatujen tulosten avulla voidaan selvittää esim., mitä pinnan vaurioituessa tapahtuu ja mitkä tekijät siihen vaikuttavat, mikä taas auttaa teräksen valmistajaa kehittäessä omia tuotteitaan.
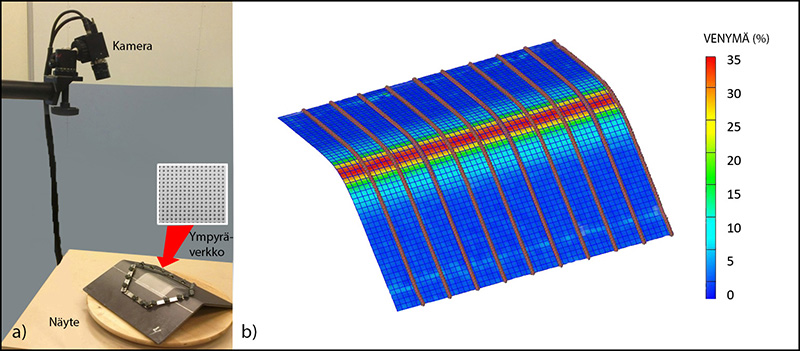
Kuva 7. Venymien määritys särmätyn kappaleen pinnalta GOM Argus laitteistolla
Särmättyjä näytteitä voidaan tutkia myös pintaa syvemmältä käyttäen hyväksi tarkoitukseen sopivaa mikroskooppia. Särmän poikkileikkauksesta valmistetaan hie, mistä voidaan tutkia teräksen mikrorakennetta ja taivutuksessa syntyneitä säröjä sekä tehdä kovuusmittauksia. Kuvassa 8 nähdään mikroskooppikuva, josta on määritetty minimikovuuksien perusteella neutraaliakselin sijainti ts. linja, jolla metallissa ei tapahdu lainkaan muokkautumista. Neutraaliakselin ulkokaaren puolella materiaalissa tapahtuu venymistä kun taas sisäkaaren puolella metallissa tapahtuu ns. tyssäymistä. Neutraaliakselin sijainnin avulla määritetään ns. teräksen k-kerroin, jota käytetään konepajoissa suunniteltaessa särmäämällä valmistettavia osia. Sen avulla voidaan tarkemmin määrittää taivutettavan kappaleen aihion muoto, jolloin materiaalihukka ja jälkityöstön tarve vähenee.
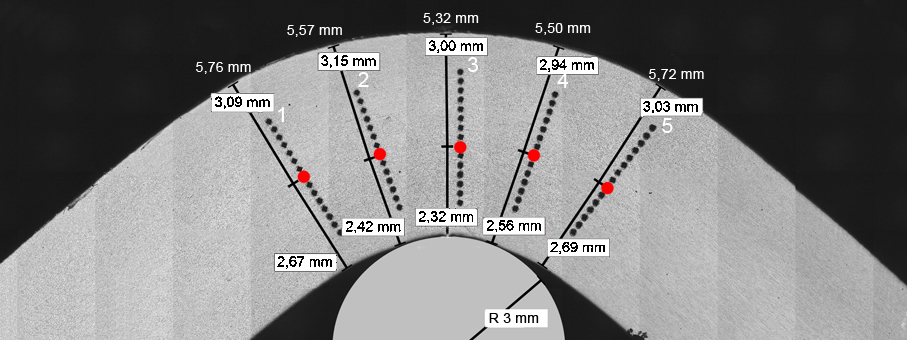
Kuva 8. Särmän poikkileikkauksen mikrorakennekuva. Neutraaliakseli on merkitty kovuusmittausten perusteella punaisilla pisteillä
Särmäyksessä tarvittava puristusvoima riippuu taivutettavan materiaalin lujuudesta ja kappaleen paksuudesta ja taivutuspituudesta sekä käytettävistä työkaluista. Särmäyskokeissa mitataan taivutusvoimia, joiden perusteella on kehitetty malleja taivutusvoiman ennustamiseksi, mikä helpottaa tuotteiden valmistuksen suunnittelua. Terästen paksuuden ja lujuuden kasvaessa Kemissä käytössä olleen 220 tonnin särmäyspuristimen voima ei ole enää kuitenkaan ollut riittävä, vaan on syntynyt tarvetta saada käyttöön suurempi puristin.
Kuva 9. a) Tornion Jaloterässtudion hydromuovauspuristin ja b) siihen rakennetut särmäystyökalut
Tähän on löytynyt ratkaisuksi Tornion Jaloterässtudiolla sijaitseva hydromuovauspuristin, jossa pääsylinterin maksimivoima on 3000 tonnia, kuva 9 a. Laitteen varsinainen käyttötarkoitus on esim. putkien hydromuovaus, mutta yhteistyössä SSAB:n kanssa alettiin suunnitella puristimen käyttämistä myös paksujen terästen särmäyskokeisiin. Puristimeen valmistettiin työkalut, joita voidaan käyttää jopa 60 mm:n paksuisille lujille teräksille, kuva 9 b. Laitteella on alettu tehdä särmäyskokeita vuoden 2015 syksystä lähtien ja niitä tullaan tekemään tulevaisuudessa enenevissä määrin.
Muun tutkimustoiminnan ohessa särmäystutkimuksen kehittäminen Arctic Steel and Mining (ASM) tutkimusryhmässä yhteistyössä SSAB:n kanssa on tehnyt Lapin AMK:sta merkittävän yhteistyökumppanin ultralujien terästen kehittämistyössä ja olemme päässeet osaksi muovaustutkimusklusteria, johon kuuluu SSAB, Outokumpu, Lapin AMK ja Oulun yliopisto. Yhteistyön tuloksena on kirjoitettu useita kansainvälisiä julkaisuja, joita on lueteltu alla.
- Kesti, V., Kaijalainen, A.J., Mourujärvi, J., Ruoppa, R., Bendability and microstructure of Optim® 700 MC Plus. Nordic Steel Construction Conference, Tampere, Finland, 23-25 September 2015
- Arola, A-M., Kesti, V., Ruoppa, R., The Effect of Punch Radius on the Deformation of Ultra-High Strength Steel in Bending. Proceedings of the 16th International Conference on Sheet Metal, pp 139-146, Erlangen, Germany, 16-18 March, 2015
- Ruoppa, R., Toppila, R., Kesti, V., Arola, A_M., Bendability tests for ultra-high-strength steels with optical strain analysis and prediction of bending force, Proceedings of the METNET Seminar 2014, Moscow, Russia, 21-22 October 2014
- Siltanen, J., Kesti, V., Ruoppa, R., Longitudinal bendability of laser welded special steelsin a butt joint configuration, Proceedings of International Congress on Applications of Lasers & Electro–Optics, October 19-23, San Diego, USA, 2014
- Kesti, V., Kaijalainen, A., Väisänen, A., Järvenpää, A., Määttä, A., Arola, A-M., Mäntyjärvi, K., Ruoppa, R., Bendability and microstructure of direct quenched Optim 960QC. Materials Science Forum Vols. 783-786 (2014) pp 818–824, Trans Tech Publications, Switzerland
- Ruoppa, R, Kesti, V., Optinen venymämittaus ultralujien terästen särmäys- ja vetokokeessa sekä taivutusvoimien laskenta, Kemi-Tornion ammattikorkeakoulun julkaisuja. Sarja B. Raportit ja selvitykset/2013.
- Ruoppa, R., Sipola, J., Maronen, J., Ultralujien terästen särmättävyyden ja takaisinjouston määritys konenäön avulla sekä taivutusvoimat. Kemi-Tornion ammattikorkeakoulun julkaisuja. Sarja B. Raportit ja selvitykset/2013.
- Ruoppa, R., Toppila, R., Sipola, J., Kesti, V., Bending properties of some ultra-high-strength steels. Proceedings of the METNET Seminar 2012, Izmir, Turkey, 10-11 October 2012.
Asiasanat: särmäys, teräs, hiilidioksidi, hiilijalanjälki
Kiitos tästä kirjoituksesta. Meille muutti juuri uusi naapuri, joka ilmeisesti on paljon tehnyt töitä esimerkiksi teräsrakenteiden parissa. On mielenkiintoista kuulla, mihin kaikkea terästä voidaan käyttää, ja myös miten tarkkaa se on. Ei kuulemma ole varaa virheisiin.
Kiitos tästä kattavasta kirjoituksesta. Ultralujista teräksistä kuulin kaveriltani ja halusin lukea lisää asiasta. Ilmeisesti haastavan valmistusprosessin takia ultralujaa terästä ei vielä voida suuremmassa mittakaavassa toteuttaa esimerkiksi teräsrakentamiseen. Teräshallit taitavat vielä hyödyntää perinteistä terästä? Ultralujalla teräksellä on valtava potentiaali jos miettii tuota ympäristövaikutuksien pienenemistä jo pelkästään teräsmateriaalien keventymisen kautta. Ehkä tämä voisi olla lähitulevaisuudessa myös teräsrunkoisissa rakennuksissa käytetty materiaali?